
Scorecard-use decision note
A readiness score is useful only if it changes the pilot decision
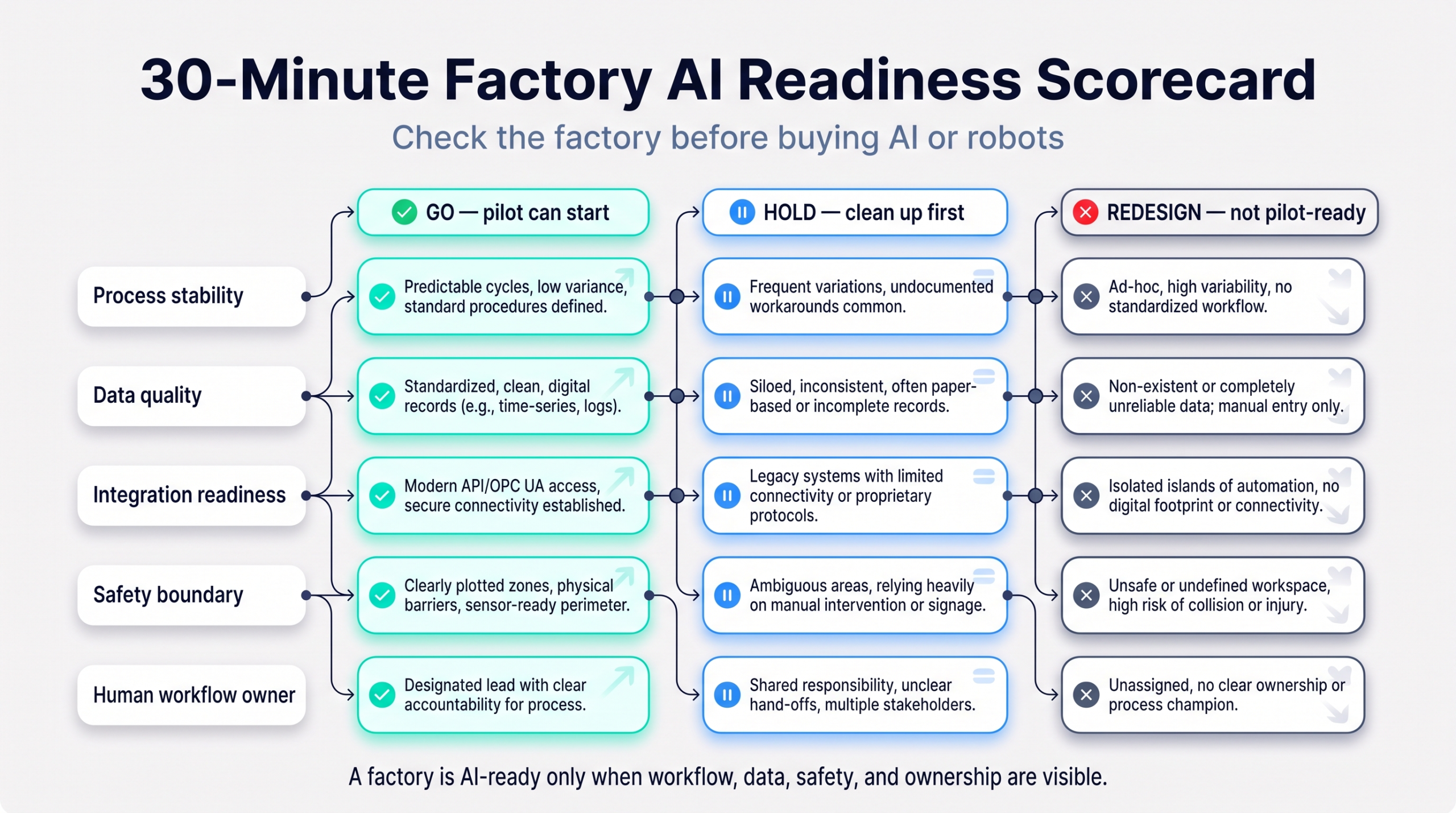
This scorecard is meant to help a factory decide whether to proceed, hold, or redesign an AI or robot pilot before budget is committed.
The scorecard should therefore be used as a budget filter, not a presentation score. A low score must trigger a named countermeasure, a pilot redesign, or a hold decision before the vendor meeting moves forward.
Scoring without stop rules hides pilot risk
The mistake is to use readiness scoring as a presentation exercise. If the score does not expose weak process stability, unclear defects, poor data ownership, integration risk, safety exposure, or ROI uncertainty, it will not protect the factory from a bad pilot.
Checks before using the score in budget review
- Can the team repeat the same score next week with the same evidence?
- Which low score would stop the pilot?
- Which department owns each weakness?
- What improvement is required before the next vendor meeting?
Proof requests for readiness scoring
- Show the evidence behind every readiness score.
- Separate proven capability from promised roadmap.
- Identify the factory-side owner for every weak dimension.
- Explain which score threshold changes the pilot plan.
Repeatable-readiness gate: GO only when the weak dimensions are known and manageable. HOLD when the score is based on opinions instead of records. REDESIGN when readiness gaps are hidden behind an average score.
Evan Lee factory field note
A readiness score is only useful if the factory can repeat it next week
A 30-minute scorecard should not be a presentation exercise. It should use records that a factory team can find again: WIP status, defect categories, standard time, downtime reason, corrective action owner, and shipment-risk notes. If the team cannot reproduce the same score next week, the problem is not AI readiness; it is operating-data discipline.
Factory AI readiness scorecard is a practical 30-minute filter for deciding whether a factory AI or robotics use case is pilot-ready, needs preparation, or should be avoided for now. The best first AI project is often not the most advanced one; it is the process with a real bottleneck, stable conditions, usable data, clear ownership, and a team ready to act on the result.
That sounds simple, but many factory AI projects start in the opposite direction. A team sees a smart camera demo, a robot video, an edge AI box, or a dashboard platform and immediately asks: “Can we use this in our factory?”
A better question comes first:
Is this factory process ready for AI or robotics at all?
A factory AI readiness scorecard helps answer that question before the vendor meeting, before the proof of concept, and before the budget is committed. It does not replace engineering work. It gives managers a fast way to decide whether a use case is pilot-ready, needs preparation, or should be avoided for now.
The goal is not to slow innovation. The goal is to stop weak projects from consuming time, money, and trust.
Why readiness should come before vendor selection
Factories often evaluate AI from the technology side: camera resolution, model accuracy, robot payload, edge GPU performance, cloud platform features, or dashboard design. Those details matter later. They do not matter much if the target process is unstable.
If the line changes every hour, the defect definition is unclear, operators do not follow the same method, machine data is missing, and no one owns maintenance after the pilot, even a strong technology can look weak in production.
This is especially true in labor-intensive factories. Apparel, footwear, furniture, food processing, electronics assembly, and packaging operations often have a mix of manual work, semi-automated equipment, style changes, inspection variation, and tight delivery pressure. AI does not remove that complexity. It exposes it. This is why Physical AI in smart manufacturing should be judged through operations readiness, not only technology capability.
Before choosing a vendor, use the Factory AI readiness scorecard to score the process, then decide whether the use case is ready for a pilot, needs preparation, or should be avoided for now.
How to use this scorecard in a budget meeting
Choose one possible AI or robotics use case. Do not score the whole factory at once.
Examples:
- AI visual inspection for final quality control
- defect detection after a sewing or assembly operation
- predictive maintenance for a critical machine group
- AMR movement between warehouse and production
- automated carton inspection
- operator assistant for maintenance troubleshooting
- edge AI monitoring for line downtime or bottlenecks
For each dimension, assign a score:
- 0 = not ready: unclear, unstable, missing, or high-risk
- 1 = partly ready: possible, but preparation is needed
- 2 = ready enough: suitable for a limited pilot
The maximum score is 20.
Interpretation:
- 16–20: Pilot-ready — start with a narrow scope, clear owner, and measurable success criteria.
- 10–15: Prepare first — improve process discipline, data, safety, integration, or ownership before buying.
- 0–9: Avoid for now — choose a simpler use case or stabilize the process first.
This is not a scientific certification. It is a practical filter.
1. Process stability
AI works best when the process has enough repeatability for the system to learn, detect, measure, or assist.
Ask:
- Is the process performed in a similar way across shifts?
- Are work instructions clear and followed?
- Does the product flow through a predictable sequence?
- Are lighting, fixtures, tools, materials, and machine settings reasonably controlled?
Score 0 if the process changes constantly and no one can describe the standard method. Score 1 if the method exists but is inconsistent. Score 2 if the process is stable enough to test the same condition repeatedly.
Factory lens: a weak process does not become strong because AI is added. AI usually amplifies the factory’s existing discipline — or its lack of discipline.
2. Bottleneck or defect clarity
A good AI project starts with a specific problem. “We want AI” is not a problem. “We lose two hours per shift because operators manually check rework causes after final inspection” is closer to a problem.
Ask:
- What exact bottleneck, defect, delay, or risk are we trying to reduce?
- Can the team explain the current loss in time, cost, quality, or capacity?
- Is the issue frequent enough to justify a pilot?
- Would solving it change a real business decision?
Score 0 if the problem is vague. Score 1 if the problem is real but not quantified. Score 2 if the problem is specific, frequent, and important.
Do not use AI to search for a problem after the project has already started. Find the problem first.
3. Data availability and quality
AI needs data, but factories often underestimate what “data” means. It may be images, machine signals, PLC tags, inspection records, maintenance logs, production orders, operator inputs, barcode scans, or historical downtime reasons.
Ask:
- Does the data already exist?
- Is it stored in a usable format?
- Is it connected to the right product, lot, machine, line, time, or operator context?
- Are labels and defect names consistent?
- Is there enough sample data for normal and abnormal conditions?
Score 0 if data is missing or mostly manual memory. Score 1 if some data exists but needs cleanup. Score 2 if data is usable enough for a pilot.
For vision inspection, this also means image quality, lighting consistency, camera position, fixture repeatability, and defect labeling discipline.
4. Integration complexity
A demo can run on a laptop. A production system must connect to the factory.
Ask:
- Does the AI system need signals from machines, PLCs, scanners, cameras, MES, ERP, or SCADA?
- Is there a standard way to exchange data, such as OPC UA or another industrial protocol?
- Who will provide machine access and validate the data?
- What happens if the connection fails?
Score 0 if integration is unknown or blocked. Score 1 if integration is possible but requires engineering work. Score 2 if interfaces, owners, and fallback behavior are clear.
Integration is where many pilots become expensive. A model prediction is only useful if it reaches the person, machine, or system that can act on it.
5. Safety and compliance exposure
Some AI projects only advise. Others control movement, reject products, stop machines, guide operators, or interact with people. The safety question changes with the use case.
Ask:
- Could the system create a safety hazard if it is wrong?
- Does it affect machine motion, robot movement, alarms, product release, or operator behavior?
- Are there safety standards, buyer requirements, audit requirements, or compliance rules involved?
- Who approves the risk assessment?
Score 0 if safety impact is unclear. Score 1 if risk exists and needs review. Score 2 if safety boundaries and approval steps are understood.
A dashboard project, camera inspection project, AMR project, and robot arm project do not have the same safety profile. Do not score them as if they do.
6. Maintenance and ownership
The pilot owner is not always the production owner. That gap can kill a project.
Ask:
- Who owns the system after the vendor leaves?
- Who checks alarms, retrains models, cleans cameras, updates software, replaces sensors, and handles downtime?
- Is maintenance involved before installation?
- Is IT or OT responsible for network, security, backups, and access?
Score 0 if ownership is unclear. Score 1 if ownership is discussed but not assigned. Score 2 if responsibilities are assigned before the pilot.
In real factories, the question is not only “Does the model work?” It is “Who will keep it working on a bad production day?”
7. Changeover and variation risk
Many factory processes are not one product forever. Style, color, size, material, batch, packaging, and customer requirements change. AI systems must be tested against this variation.
Ask:
- How often does the product or style change?
- Does the defect appearance change by material, color, size, or lighting?
- Does the process change by operator skill or shift?
- Will the AI system need frequent reconfiguration?
Score 0 if variation is high and unclassified. Score 1 if variation is known but not yet tested. Score 2 if the pilot scope is narrow enough to control variation.
This is a major issue in garment factories. Fabric is flexible, defects are subtle, and style changeovers can change the entire inspection or sewing context. A controlled pilot should start with a limited product family, not every style in the factory.
8. ROI evidence
Factory AI should not be justified by excitement. It should be connected to measurable improvement; the same discipline applies when using a robot automation ROI checklist.
Ask:
- What cost, time, quality, capacity, safety, or compliance problem will improve?
- What is the current baseline?
- How will improvement be measured?
- What costs are included: hardware, software, integration, training, maintenance, downtime, and support?
Score 0 if there is no baseline. Score 1 if the benefit is plausible but incomplete. Score 2 if the baseline and measurement method are clear.
ROI does not need to be perfect before a pilot, but the team should know what evidence would make the pilot worth scaling.
9. Operator adoption
Operators and supervisors are part of the system. If the AI output is ignored, bypassed, misunderstood, or seen as a threat, technical accuracy will not be enough.
Ask:
- Who will use the AI output during the shift?
- Does it help operators do the job, or only monitor them?
- Is the interface simple enough for the real work environment?
- Are supervisors prepared to respond to alerts or recommendations?
Score 0 if users are not involved. Score 1 if users are informed but not part of design. Score 2 if operators, supervisors, maintenance, and quality teams are included early.
A good factory AI pilot should reduce confusion, not add another screen that no one trusts.
10. Cybersecurity and data governance
Factory AI often touches cameras, production records, machine data, quality data, maintenance logs, and sometimes buyer-sensitive information. Even small pilots need basic rules.
Ask:
- What data is collected?
- Where is it stored?
- Who can access it?
- Does it leave the factory or company network?
- What happens if the system is offline?
- Are backups, credentials, and updates controlled?
Score 0 if the data path is unknown. Score 1 if basic rules exist but need review. Score 2 if data access, storage, network, and recovery responsibilities are clear.
Cybersecurity should not be treated as paperwork after installation. It is part of factory AI readiness.
Example: scoring a visual inspection pilot
Imagine a factory wants AI inspection for a recurring visible defect. The line has stable lighting, a clear defect definition, sample images, and a quality manager who owns the result. But the MES connection is not ready, maintenance has not been assigned, and operators have not tested the workflow.
A realistic score might be:
- Process stability: 2
- Bottleneck or defect clarity: 2
- Data availability: 2
- Integration complexity: 1
- Safety/compliance: 1
- Maintenance ownership: 1
- Changeover risk: 1
- ROI evidence: 1
- Operator adoption: 1
- Cybersecurity/data governance: 1
Total: 13 out of 20.
This does not mean “do not proceed.” It means “prepare first.” The factory can still run a limited pilot, but it should not pretend the project is ready for broad deployment.
What to do after scoring
If the use case scores 16–20, define a narrow pilot:
- one line or cell
- one product family
- one defect or bottleneck
- one owner
- one success metric
- one fallback plan
If it scores 10–15, prepare before vendor selection:
- clean the data
- standardize defect definitions
- stabilize the process
- involve maintenance and IT/OT
- define the baseline
- reduce pilot scope
If it scores 0–9, choose a simpler first project. At this stage, the Factory AI readiness scorecard is not telling the team to stop improving; it is telling the team to build the conditions for a better pilot. A lower-risk automation case, such as a dashboard cleanup, inspection data discipline project, cleaning robot route test, or manual traceability improvement, may create better learning before AI or robotics.
Factory Lens: the best first project is rarely the flashiest
The strongest first factory AI project is usually not the robot that looks best in a video. It is the use case where the factory already has enough discipline to learn from the pilot.
In garment and other labor-intensive factories, this matters even more. Style changes, manual handling, operator skill, material variation, and buyer requirements all make automation harder. The Factory AI readiness scorecard helps separate a realistic first step from a technology wish list.
Start with the process that is stable enough to measure, important enough to matter, and simple enough to own.
That is where Factory AI should begin.
About the Editorial Perspective
Factory AI Atlas is written from a manufacturing operations perspective shaped by hands-on apparel and textile production experience, including overseas factory management, woven and knit operations, production control, quality systems, and operational restructuring.
The site focuses on vendor-neutral, evidence-aware, and ROI-realistic guidance for AI, robotics, automation, and factory readiness. See the Editorial Policy & Disclaimer for sourcing standards and AI-use disclosure.
Sources
- NIST Cybersecurity Framework: NIST Cybersecurity Framework
- NIST Manufacturing Extension Partnership: NIST Manufacturing Extension Partnership
- IFR World Robotics: IFR World Robotics
- OPC UA: OPC Foundation — OPC UA reference
- Better Work garment-factory compliance and reporting resources: Better Work reports and publications